




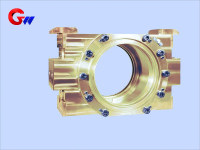

Mașină de laminare la rece a blocului de rulmenți cu role intermediare laterale de operare
Material și tratament termic al locașului rulmentului cu role intermediare pe partea de funcționare a laminorului la rece
Materialul corpului blocului rulmentului cu role intermediar pe partea de operare:
Fontă de înaltă rezistență (HT300/HT350) sau oțel turnat (ZG310-570), cu o rezistență la tracțiune ≥ 500MPa.
Căptușeala rezistentă la uzură este realizată din bronz (ZCuAl10Fe3) sau material compozit polimer (cum ar fi materialul modificat cu PTFE).
Tratament termic:
Piesele turnate necesită tratament de îmbătrânire (pentru a elimina stresul intern) și călirea de înaltă frecvență a suprafețelor de contact critice (duritate HRC45-50).
- GW Precision
- Luoyang, China
- Stipularea contractuală
- informație
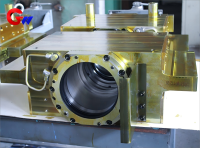
Mașină de laminare la rece a blocului de rulmenți cu role intermediare laterale de operare
Dimensiunile și toleranțele blocului de rulmenți cu role intermediare Operate Side
Găuri de instalare a rulmenților:
În funcție de tipul de rulment (cum ar fi seria TQO de rulmenți cu role conice pe patru rânduri), toleranța este de obicei H6 (găuri interioare) sau js6 (diametrul exterior).
Cerință de rugozitate: Ra a suprafeței de împerechere a rulmentului este ≤ 0,8 μ m, iar Ra a suprafeței care nu se împerechează este ≤ 3,2 μ m.
Precizia poziționării:
Rotunjimea găurii interioare a scaunului rulmentului este ≤ 0,008 mm, iar coaxialitatea este ≤ 0,015 mm/500 mm.
Distanța de potrivire cu gâtul de rulare: 0,05-0,10 mm (ținând cont de dilatarea termică).

Programare prelucrare CNC
Programatorii folosesc procesarea de simulare PC pentru a rula programul, optimizarea liniilor de procesare și aranjarea rezonabilă a instrumentelor de procesare, astfel încât prelucrarea piesei de prelucrat să fie mai precisă cu linii de cuțit îngrijite și frumoase.
Echipamente de procesare de înaltă precizie
Centrul de prelucrare orizontal CNC, centrul de prelucrare vertical CNC, centrul de prelucrare cuprinzător cu cinci axe și alte echipamente de procesare de înaltă precizie asigură precizia dimensiunii de prelucrare a produsului Operate Side Intermediate Roller Bearing Block și asigură, de asemenea, că structura complexă a piesei de prelucrat poate fi procesată fără probleme și cu precizie.

Procesul de fabricație și asamblare a blocului de rulmenți cu role intermediare Operate Side Tehnologia de procesare:
Mașină de alezat și frezat CNC pentru prelucrarea găurilor pentru rulmenți (nivel de precizie IT6), șlefuire sau șlefuire pentru prelucrarea finală.
Eroarea de poziție a găurilor pentru șuruburi este ≤ 0,05 mm pentru a asigura o andocare precisă cu cadrul.
Cerințe de asamblare:
Reglați forța de prestrângere a rulmentului conform specificațiilor producătorului (cum ar fi forța de prestrângere axială de 8-12 kN).
Utilizați piulițe hidraulice pentru instalare pentru a evita sarcinile de impact.
Controlul procesului de calitate
De la prelucrarea semifabricatului, detectarea defectelor, tratamentul termic până la procesul de producție, fiecare proces are inspectori de verificat, calificați înainte de următoarea procesare a procesului.
Inspecție și testare
Procedurile stricte de inspecție și testare sunt asigurarea noastră de calitate. Fiecare bloc rulment intermediar cu role Operate Side are un set complet de raport de analiză a compoziției chimice, raport de tratament termic, raport de detectare a defectelor, toleranță dimensională, raport de inspecție cu toleranță de formă și poziție (trei coordonate și alte instrumente de inspecție de precizie asigură acuratețea dimensiunii de prelucrare), toate acestea fiind urmăribile și urmăribile.

Ungerea și etanșarea locașului rulmentului intermediar pe partea de funcționare a laminorului la rece
Sistem de lubrifiere:
Lubrifiere concentrată cu ulei subțire (presiune 0,3-0,5MPa, debit 30-50L/min) sau lubrifiere cu ulei cu aer (volum picături de ulei 5-10 picături/min).
Vâscozitatea uleiului de lubrifiere: ISO VG 68-100 (la 40 ℃).
Design de etanșare:
Etanșare combinată (etanșare labirint+etanșare cu buză întărită cu arc), standard rezistent la praf ISO 4406 18/16/13.
Material de etanșare: cauciuc fluor rezistent la temperaturi înalte (FKM) sau poliuretan (PU).





