




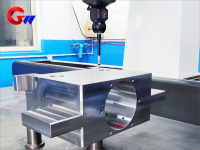
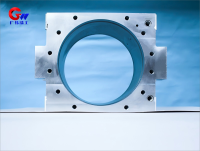
Scaun lagăr pentru rola de lucru laterală de transfer a laminoarelor la cald
Scaunul rulmentului rolei de lucru este unul dintre produsele cheie ale preciziei GW.
Enumerați funcțiile de bază și cerințele de funcționare ale scaunului rulmentului rolei de lucru pe partea de transmisie a laminorului la cald după cum urmează:
Funcții de bază
Transmisia cuplului: responsabil pentru transmiterea cuplului de la sistemul de transmisie principal la rola de lucru (cuplul maxim poate ajunge la 500kN · m)
Suport dinamic de sarcină: capabil să reziste la forța de rulare (2000-6000 kN pe o parte) și la sarcina de impact alternativ
Menținerea preciziei: Asigurați-vă că curățarea radială a rolei de lucru este ≤ 0,04 mm (garantând o toleranță de grosime de ± 0,15% pentru bandă de oțel)
Adaptați-vă la condițiile de muncă
Interval de temperatură: temperatura de lucru în poziția rulmentului 80-120 ℃ (vârf instantaneu 180 ℃)
Viteza de rulare: ≤ 15m/s (până la 20m/s când este asociat cu rulmenți cu peliculă de ulei)
Frecvența de înlocuire a rolelor: ≥ 1 dată/tur (care necesită dezasamblare și proiectare rapidă)
- GW Precision
- Luoyang, China
- Stipularea contractuală
- Capacitatea anuala este de 500 de bucati
- informație
Scaun lagăr pentru rola de lucru laterală de transfer a laminoarelor la cald
Materiale și standarde de fabricație pentru locașul rulmentului rolei de lucru pe partea de transmisie a laminorului la cald
Material principal
Marca: ZG35CrNiMoV (oțel turnat de calitate specială)
Optimizarea ingredientelor:
|Elemente | C 0,33-0,37 | Cr 1,0-1,3 | Este 1,2-1,6 | Mo 0,3-0,5 | V 0,15-0,25|
Avantaje de performanță:
Rezistență la temperaturi ridicate (σ ₀. ₂ ≥ 650MPa la 300 ℃)
Durata de viață la oboseală (Nf ≥ 2 × 10⁶ ori la Δσ=400MPa)
Materiale componente cheie
Duritatea suprafeței materialelor componente după tratamentul termic
Loc de rulment al corpului rolei de lucru ZG35CrNiMoV călită și călită+învechită HB 300-330
Canal de transmisie cuplului 42CrMoA tratat de nitrurare HV 800-900
Capac de capăt sigilat din oțel inoxidabil 2205 duplex tratat cu soluție HRC 28-32
Tratarea termică și tratarea suprafeței locașului rulmentului rolei de lucru pe partea de transmisie a laminorului la cald
Proces de tratament termic
A [Topirea cuptorului cu arc electric] -->B [Turnare de protecție cu argon]
B -->C [880 ℃ × 6h normalizare]
C -->D [850 ℃ călire ulei + 620 ℃ călire]
D -->E [-80 ℃ × 4 ore de tratament criogenic]
întărirea suprafeței
Pulverizare cu flacără hipersonică a orificiului de rulment (HVOF) Acoperire WC-12Co (grosime 150-200 μm, HV ≥ 1300)
Călirea cu laser a suprafeței de etanșare (adâncimea stratului de întărire 1,2-1,5 mm, HRC ≥ 52)

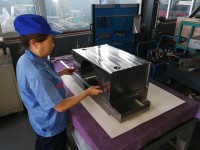
1, Centru de prelucrare verticală: Conform vederii, adâncimea de frezare este de 5 mm pentru a găsi cureaua pozitivă (fiecare parte are spațiu pentru 1,5-2 mm); curățați și îndepărtați marginea ascuțită a bavurilor pentru inspecție. (prima piesă pentru inspecție)
2, mașină de alezat orizontală:Se constată că pentru fiecare suprafață a centurii normale este rezervată o marjă de 1,5 -2 mm, iar marginea canelurii din vedere este de 1,5-2 mm; marginea găurii din gaură este de 3-4 mm; lungimea fiecărei găuri este de 2-3 mm; iar marginea clară este utilizată pentru îndepărtarea muchiei ascuțite a bavurilor pentru inspecție. (prima piesă pentru inspecție)
3, Centru de prelucrare verticală: Terminați frezarea la cerințele (suprafață de potrivire fără toleranță), lungimea de frezare pentru a găsi adâncimea de margine potrivită de 5 mm; găurire conform cerințelor, fiecare parte a cantității reziduale de 1 ≤ 1,5 mm; lungimea fiecărei găuri conform cerințelor și indicați spre cele două capete ale găurii centrale ale găurii; pentru a asigura toleranța dimensională și toleranța de formă și poziție a scaunului rulmentului.
4, lucru pe bancă:Fiecare orificiu de jos filet poziționează orificiul conform cerințelor locației rulmentului rolei de lucru.
5, lucru pe bancă:Alte găuri de ulei și găuri de șuruburi; curățați și îndepărtați marginile ascuțite ale bavurilor pentru inspecție. (prima piesă scaun rulment pentru inspecție)
6, Inspecție finală: îndepărtați marginile ascuțite ale bavurilor prin curățare și trimiteți pentru inspecție și emiteți lista de inspecție pentru scaunul rulmentului.

Specificații de inspecție și testare pentru locașul rulmentului rolei de lucru pe partea de transmisie a laminorului la cald
inspecția materialului
Analiza compoziției: spectrometru ICP (deviația elementului ≤± 0,01%)
Teste nedistructive:
Testare cu ultrasunete (EN 12680-3 Clasa 1)
Inspecția particulelor magnetice (ASTM E709, detectarea fisurilor ≤ 0,1 mm)
testarea performanței
Testarea indicatorilor de calificare a metodei standard ale proiectului
Test de sarcină statică ISO 19973-1 de 1,8 ori sarcina nominală fără deformare
Încercarea dinamică la oboseală DIN 50100 10 ⁷ cicluri fără fisuri
Test de performanță de etanșare ISO 5208 Clasa A 0,6MPa menținerea presiunii fără scurgeri
detecție dinamică
Nivel de echilibru dinamic: nivel G0.4 (ISO 1940-1)
Intensitatea vibrațiilor: ≤ 2,5 mm/s(GB/T 29531)
FAQ
1. Puteți face asta Scaun rulment pentru rola de lucru Produs Conform cerințelor clientului?
R: Da, putem urma cerințele dumneavoastră specifice.
2. Pot să vă vizitez fabrica înainte de a comanda ?
R: Da, bine ați venit la fabrica noastră pentru o excursie pe teren.
3. Unde este cel mai apropiat port de companie?
R: Portul Shanghai este cel mai apropiat.
4. Putem alege diferite materiale pentru scaunul rulmentului pentru rola de lucru?
R: Da, poate fi selectat în funcție de cerințele dumneavoastră.
5. Cât timp va dura și îmi va livra scaunul rulmentului pentru rola de lucru?
R: De obicei durează o lună și jumătate până la două luni pe mare. Depinde de cantitatea comenzii dvs.
6. Care este capacul dvs. a pachetului?
R: Folosim cutie de lemn pentru a exporta.





