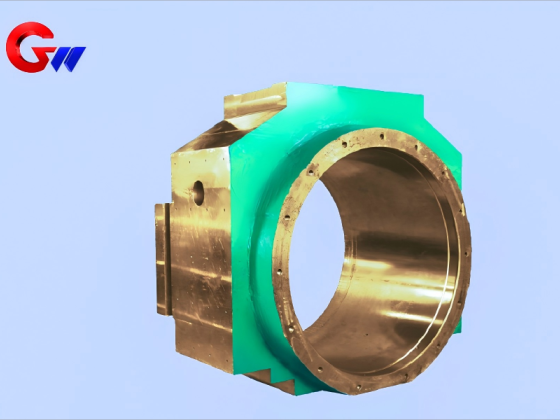
Scaun rulment lateral de lucru din oțel turnat
GW Precision Scaun rulment lateral de lucru din oțel turnat Material:
rola de lucru (forjate):45 oțel,40Cr,42CrMo
rola suport (turnate): zg310-570, zg270-500.
- Guangwei Manufacturing Precision
- Luoyang, China
- Stipularea contractuală
- informație
Scaun rulment lateral de lucru din oțel turnat
Scenarii de aplicare a scaunului rulmentului lateral de lucru din oțel turnat
(Potrivit pentru suportul rolei laminoare la cald/rece)
1. Funcții de bază
Poziționarea rolei: mențineți cu precizie poziția radială/axială a rolei de lucru (precizia de poziționare ± 0,1 mm)
Transmiterea sarcinii: suportă forța de rulare (maximum 25MN) și sarcina de impact (cum ar fi coeficientul de impact instantaneu de 2,5 pentru oțel de mușcătură)
Management termic: Funcționare stabilă la 200-600 ℃ (rezistent la deformare termică)
2. Condiții tipice de lucru
Tensiuni mecanice:
Efort de contact ciclic 800-1200MPa (valoarea teoretică de calcul Hertz)
Accelerații ale vibrațiilorsshhh5m/s² (standard ISO 10816-8)
Provocări de mediu:
Uzură abrazivă de sol de oxid de fier (duritate HV800-1100)
Coroziunea apei de răcire laminare (pH 6-9, Cl ⁻ ≤ 50 ppm)
Selectarea materialului și optimizarea scaunului rulmentului lateral de lucru din oțel turnat
1. Material de bază
Caracteristicile materialelor avantaje Scenarii aplicabile
ZG270-500 cost redus, absorbție bună a șocurilor, laminor la rece de dimensiuni mici și mijlocii
Moara de degroșare cu laminare la cald ZG35CrMo de înaltă rezistență (σ b ≥ 750MPa)
ZG06Cr13Ni4Mo linie de laminare din oțel inoxidabil rezistent la coroziune (C ≤ 0,06%)
2. Consolidarea domeniilor cheie
Orificii de instalare a rulmentului:
Călire la suprafață de înaltă frecvență (duritate HRC50-55, adâncimea stratului 3-5mm)
Cromare dură (30-50 μ m) + șlefuire de precizie (Ra ≤ 0,2 μ m)
Canelură de etanșare: aliaj pe bază de placare cu laser (Stellit 6, rezistent la uzura prin micro mișcare)
3. Adaptarea la condiții speciale de muncă
Laminor tropical: adăugarea de microaliere Nb/V (îmbunătățirea rezistenței la temperaturi înalte)
Fabrică de coastă: folosind oțel turnat Cu-P-Cr rezistent la intemperii (rezistent la coroziune prin pulverizare de sare)
Tratament termic
Normalizare + temperare:
Normalizare: 900 ℃ × 4 ore (răcit cu aer)
Revenire: 580 ℃ timp de 6 ore (eliminând peste 90% stresul rezidual)
Armare locală:
Călirea prin inducție a găurilor de rulment (densitate de putere ≥ 5kW/cm²)
Inspecție și asamblare
Indicatori calificați pentru testarea standardelor de metodă de proiect
Defecte interne Testare radiografică ASTM E186 nivel 2 sau mai jos
Precizie dimensională toleranță la distanța dintre găuri de măsurare CMM ± 0,02 mm
Echilibrul dinamic ISO 1940-1 G6.3 Nivel
Pentru a asigura mai bine calitatea produselor cu scaune laterale de lucru, pe lângă inspecția normală a dimensiunii, rulmentul și alte piese de precizie în instrumentul mașinii de măsurare standard cu trei coordonate pentru inspecția finală, precizia de detecție până la nivelul de 2 microni, pentru a asigura inspecția absolută a diferitelor dimensiuni ale pieselor și baza de inspecție a toleranței de comportament.